Просмотры:0 Автор:Pедактор сайта Время публикации: 2026-05-18 Происхождение:Работает









В 2026 году индустрия производства ПЭТ-пленки будет быстро расти, вызывая высокий спрос на современные экструзионные машины для производства листов, плит и пленок и высокоэффективные линии по производству ПЭТ-пленки. Поскольку мировые рынки термоусадочной пленки продолжают расширяться, производители все активнее модернизируют экструзионное оборудование для улучшения качества продукции, автоматизации и эффективности производства.
Сегодняшние производители ПЭТ-пленок должны сбалансировать точность толщины, прозрачность, барьерные характеристики, энергопотребление и совместимость с переработанными материалами, одновременно управляя глобальной цепочкой поставок и ценовым давлением.
В этом руководстве рассматриваются процессы производства ПЭТ-пленки, конфигурации экструзионных линий, производственные проблемы и решения для экструзионных машин для производства ПЭТ-листов/пленок, которые помогают производителям повысить эффективность, снизить затраты и повысить конкурентоспособность продукции.

ПЭТ-пленка, также известная как полиэтилентерефталатная пленка, представляет собой высокоэффективный термопластичный материал, широко используемый в упаковке, термоформовании, печати, электронике, медицинской продукции и промышленном применении. ПЭТ-пленка обеспечивает превосходную прозрачность, механическую прочность, стабильность размеров и химическую стойкость.
Современные продукты из ПЭТ-пленки обычно производятся с использованием технологии точной экструзии с использованием профессиональных экструзионных машин для производства ПЭТ-листов и пленок.
ПЭТ-пленка производится посредством непрерывного процесса экструзии, который включает в себя:
Сушка ПЭТ-смолы
Экструзия расплава
Фильтрация и дозирование расплава
Формирование Т-образного листа
Трехвалковое каландрование
Охлаждение и обрезка
Автоматическая намотка
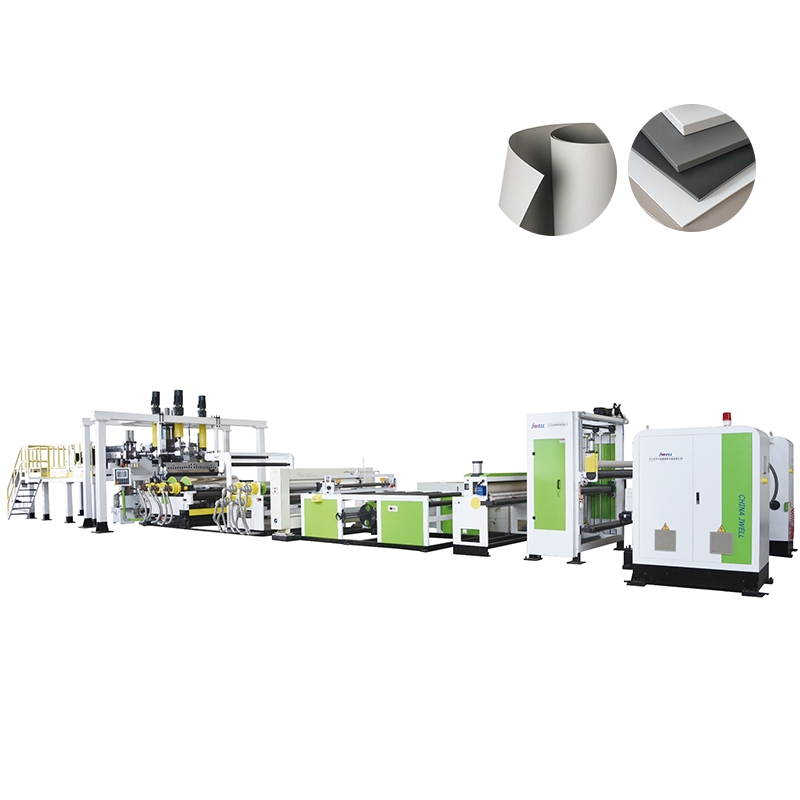
Полная линия экструзии ПЭТ-пленки обычно включает в себя:
Осушающая система сушки
Двухшнековый экструдер
Гидравлический сменщик сит
Насос расплава
Т-образная система
Каландр трехвалковый
Охлаждающая рама
Автоматическая намоточная машина
Высокопроизводительные экструзионные машины для производства листов, плит и пленок помогают производителям добиться стабильного контроля толщины, превосходной прозрачности и высокой эффективности производства.
Когда вы разрабатываете гибкую упаковку или промышленные ламинаты, производительность начинается со свойств основного материала. ПЭТ-пленка отличается своей уникальной молекулярной структурой. Процесс растяжения выравнивает полимерные цепи для создания исключительных физических характеристик.
Термическая стойкость определяет, где материал может безопасно работать. Стандартный биаксиально-ориентированный полиэстер безопасно работает при температуре от -40°C до 150°C. Он имеет высокую температуру плавления около 250°C. Эта чрезвычайная термическая стабильность имеет решающее значение для высокоскоростного преобразования. Подложка устойчива к термической усадке при прохождении через горячие печатные печи или валики для ламинирования. Вы избегаете искажений полотна, что снижает вероятность неправильного совмещения на ваших печатных линиях.
Высокая прочность полотна напрямую предотвращает простой машины. В процессе производства БОПЭТ экструдеры растягивают материал как в машинном, так и в поперечном направлениях. Типичные коэффициенты растяжения варьируются от 3:1 до 4:1. Такая двухосная ориентация обеспечивает впечатляющую прочность на разрыв 200–250 МПа. Вы получаете превосходную структурную жесткость. Это позволяет уменьшить толщину материала без ущерба для производительности автоматических упаковочных линий.
Инженеры часто неправильно рассчитывают урожайность, используя неверные значения плотности. Вы должны отличать плотность базового аморфного полимера от его кристаллического аналога. Стандартный аморфный полиэстер имеет плотность примерно 1,33 г/см³. Однако за счет процесса растяжения плотность кристаллического БОПЭТ возрастает до 1,38–1,40 г/см³.
Прозрачные пленки: обычно рассчитывается из расчета 1,39 г/см³.
Матовые/белые пленки: добавки, такие как диоксид титана (TiO2), увеличивают плотность.
Пленки High-Fill: Плотность может достигать 1,45+ г/см³.
Изменение плотности напрямую влияет на вес рулона и стоимость перевозки. Более тяжелые рулоны дают меньшую длину на килограмм. Вы должны использовать точную плотность для вашего конкретного сорта, чтобы избежать дефицита закупок.
Защита чувствительных продуктов требует надежных барьеров. Этот субстрат обеспечивает оптимальный баланс скорости передачи паров влаги (MVTR) и скорости передачи кислорода (OTR). Это создает очень безопасную среду от атмосферной деградации. Кроме того, он остается очень устойчивым к маслам, смазкам и промышленным растворителям. Это делает его идеальным кандидатом для агрессивных химических сред.

Выбор правильного полимера требует четкого понимания компромиссов. В приведенной ниже таблице представлена краткая справочная информация для инженеров, сравнивающая ПЭТ-пленку с распространенными альтернативами.
Материал | Максимальная рабочая температура | Кислородный барьер | Предел прочности | Первичное ограничение |
|---|---|---|---|---|
ПЭТ (БОПЭТ) | 150°С | Отличный | 200–250 МПа | Более высокая базовая стоимость |
Полиэтилен (PE) | 80°С | Бедный | 15–30 МПа | Выходит из строя при сильном нагреве |
Полипропилен (БОПП) | 130°С | Умеренный | 130–150 МПа | Более низкая термостойкость |
ПВХ | 65°С | Умеренный | 40–60 МПа | Риски выщелачивания пластификатора |
PE, как правило, предлагает более низкие затраты и отличные барьеры для влаги. Он действует как превосходный герметизирующий слой. Однако полиэтилен быстро выходит из строя при сильном нагреве. Ему также не хватает необходимой устойчивости к кислороду для защиты скоропортящихся продуктов. Когда вам нужна стабильность при высоких температурах и комплексные барьеры, полиэстер легко побеждает в конкурентной борьбе.
БОПП доминирует на рынках стандартной прозрачной упаковки и этикеток, поскольку он очень экономически эффективен. Тем не менее, у BOPP есть пределы. Полиэстер обеспечивает превосходную структурную жесткость. Он также обеспечивает лучшую пригодность для печати и более высокую термостойкость. Вам следует выбирать полиэстер для требовательных промышленных ламинатов и высококачественных пищевых продуктов, где БОПП может плавиться или растягиваться.
ПВХ исторически был популярен для изготовления блистерной упаковки и термоусадочных рукавов. Однако современные медицинские и пищевые марки требуют более строгой химической безопасности. ПЭТ-пленка полностью исключает риск выщелачивания пластификатора. Он предлагает более совместимую и химически стабильную альтернативу. Это поможет вам без особых усилий соблюдать строгие правила FDA и ЕС о контакте с пищевыми продуктами.
Традиционная высокобарьерная упаковка использует алюминиевую фольгу. К сожалению, фольга тяжелая, дорогая и склонна к растрескиванию. Полиэстер, подвергнутый вакуумной металлизации, обеспечивает барьерные свойства, близкие к фольге, при небольшом весе. Вы значительно уменьшаете массу доставки. Вы также устраняете уязвимости, связанные с взломом гибкого трубопровода, гарантируя, что ваша посылка останется запечатанной на протяжении всего жизненного цикла транспортировки.
Различные области применения ПЭТ-пленки требуют разных технологий экструзии и конфигурации оборудования.
Приложение | Рекомендуемые характеристики оборудования |
|---|---|
Пищевая упаковочная пленка | Экструзионная система высокой чистоты |
Термоформовочный лист | Высокопроизводительная экструзионная линия для производства ПЭТ-листов |
Медицинская ПЭТ-пленка | Точный контроль толщины и загрязнений |
Оптическая ПЭТ-пленка | Технология многослойной совместной экструзии |
Промышленный ПЭТ-лист | Стабильная сверхмощная экструзионная система |
Выбор правильной линии по производству ПЭТ-пленки помогает улучшить качество продукции, сократить отходы материала и повысить эффективность работы.
Производство ПЭТ-пленки требует чрезвычайно стабильных условий экструзии. Даже незначительные колебания температуры расплава, давления или скорости валков могут привести к:
Несоответствие толщины
Кристаллические очки
Дефекты поверхности
Снижение прозрачности
Плохая производительность термоформования
Поэтому современные экструзионные машины для производства ПЭТ-листов и пленок обычно оснащены:
Автоматические системы контроля толщины
Высокоэффективные фильтрационные установки
Системы прецизионного контроля температуры
Технология многослойной совместной экструзии
Интеллектуальные системы автоматизации ПЛК
Современное экструзионное оборудование помогает производителям добиться лучшей консистенции продукции, снижения энергопотребления и повышения эффективности производства.
Выбор подложек для промышленной упаковки – это деликатный баланс. Вы должны согласовать требования точного машиностроения, такие как переменные плотности и термическое сопротивление, со стратегическими и учитывающими риски методами закупок. Расчеты доходности и соблюдение требований торговли больше не являются необязательными шагами; они имеют основополагающее значение для успешного поиска поставщиков.
Планируя следующий производственный цикл, примите незамедлительные меры по обеспечению безопасности вашей цепочки поставок. Посоветуйте своим техническим покупателям заранее начинать переговоры с поставщиками. Запросите технические паспорта (TDS) для каждой предлагаемой марки. Убедитесь, что уровни обработки коронным разрядом соответствуют вашим возможностям печати. Наконец, всегда запрашивайте подтвержденное подтверждение торгового соответствия, прежде чем заказывать пробные тестовые рулоны.
О: Расчеты обычно не дают результатов, поскольку покупатели используют неправильную плотность. Стандартный аморфный полиэстер имеет плотность 1,33 г/см³. Однако двуосноориентированные марки (БОПЭТ) имеют более высокую кристаллическую структуру, в результате чего плотность достигает 1,38–1,40 г/см³. Наполненные пленки, содержащие диоксид титана, могут превышать 1,45 г/см³.
О: Да, стандартные марки имеют естественную низкую поверхностную энергию. Чернила и клеи не будут надежно приклеиваться к необработанным поверхностям. Вы должны убедиться, что материал прошел электрическую (коронную) или химическую обработку. Это повышает поверхностную энергию до >42 дин/см для оптимальной печати.
Ответ: Нет. Стандартный полиэстер имеет высокую температуру плавления, составляющую около 250°C, и не склеивается сам с собой при нормальных условиях упаковки. Для достижения прочного уплотнения необходимо выбрать специальный коэкструдированный сорт или нанести специальный термосвариваемый слой.
Ответ: Более толстые калибры значительно повышают жесткость конструкции и обеспечивают незначительное улучшение барьерных свойств. Однако если ваше приложение требует исключительно высокой производительности, увеличение толщины неэффективно. Вы достигаете лучших барьеров для влаги и кислорода за счет специальных покрытий из ПВДХ или вакуумной металлизации.


